







Пластикова форма - це інструмент, який поєднується з машинами для лиття пластмас у промисловості з переробки пластмас, щоб надати пластиковим виробам повну конфігурацію та точний розмір. Залежно від різних методів лиття, її можна розділити на різні типи форм.
1. Форма для формування високоспеченого полістиролу
Це свого роду форма, яка використовує сировину з пінополістиролу (матеріал з кульок, що складається з полістиролу та піноутворювача) для формування пінопластових пакувальних матеріалів різної бажаної форми.
Принцип полягає в тому, що пінополістирол можна обробляти парою у формі, включаючи два типи простих ручних форм та гідравлічні прямоточні форми для пінопласту, які в основному використовуються для виробництва пакувальних виробів для промислової продукції. Матеріалами для виготовлення таких форм є литий алюміній, нержавіюча сталь, бронза тощо.
2. Компресійна форма
Включаючи компресійне лиття та лиття під тиском, є два типи структурних форм. Це тип форми, що в основному використовується для лиття термореактивних пластмас, а відповідним обладнанням для них є прес-формувальна машина.
Метод компресійного лиття. Відповідно до характеристик пластику, форму нагрівають до температури лиття (зазвичай 103°-108°), потім відміряний порошок для компресійного лиття поміщають у порожнину форми та камеру подачі, форму закривають, і пластик нагрівають під високим тиском та температурою. В'язкий потік розм'якшується, твердне та формується через певний проміжок часу, набуваючи бажаної форми виробу.
Різниця між литтям під тиском та формуванням під тиском полягає у відсутності окремої камери подачі. Форма закривається перед формуванням, і пластик попередньо нагрівається в камері подачі та переходить у в'язкий текучий стан. Під дією тиску він регулюється та стискається в порожнині форми для затвердіння та формування.
Компресійна форма в основному складається з порожнини, порожнини для подачі, напрямного механізму, викиду деталей, системи нагрівання тощо. Лиття під тиском широко використовується для упаковки електричних компонентів. Матеріали, що використовуються для виготовлення компресійних форм, в основному такі ж, як і для лиття під тиском.
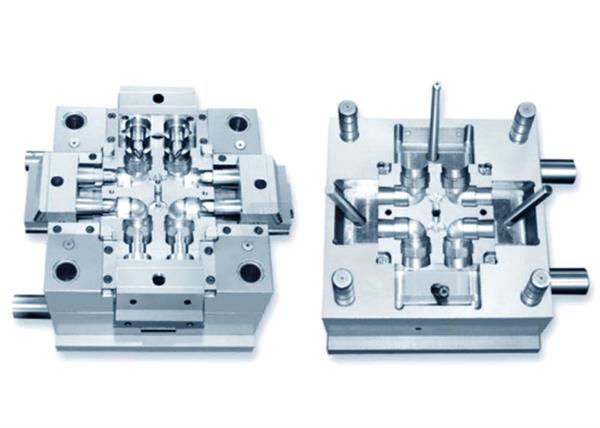
3. Інжекційна форма
В основному, у виробництві термопластичних деталей найчастіше використовується ливарна форма. Обладнанням, що відповідає ливарній формі, є ливарна машина. Пластик спочатку нагрівається та плавиться в нагрівальному барабані в нижній частині ливарної машини. Під тиском заглушки він потрапляє в порожнину форми через сопло ливарної машини та систему заливки форми, де пластик охолоджується та твердне, а виріб отримується шляхом розбирання з форми.
Його структура зазвичай складається з формувальних деталей, системи заливки, напрямних деталей, механізму виштовхування, системи регулювання температури, вихлопної системи, опорних деталей та інших деталей, і вона виготовлена зі сталі для пластикових форм. Процес лиття під тиском зазвичай підходить лише для виробництва термопластичних виробів. Пластикові вироби, що виготовляються методом лиття під тиском, дуже різноманітні. Від предметів першої необхідності до різних складних електроприладів та автозапчастин, всі вони формуються за допомогою лиття під тиском. Це один з найпоширеніших методів обробки у виробництві пластикових виробів.
4. Видувна форма
Форма, що використовується для формування порожнистих виробів з пластикових контейнерів (таких як пляшки для напоїв, продукти щоденного використання хімікатів та інші пакувальні контейнери). Вид видувного формування в основному включає екструзійне видувне формування та лиття під тиском відповідно до принципу процесу. Принцип в основному включає екструзійне видувне формування, лиття під тиском, лиття під тиском з розтягуванням (широко відоме як лиття під тиском з розтягуванням), багатошарове видувне формування, листове видувне формування тощо. Обладнання, що відповідає видувному формуванню порожнистих виробів, зазвичай називається машиною для видувного формування пластмас, і видувне формування підходить лише для виробництва термопластичних виробів. Конструкція видувної форми відносно проста, а використані матеріали здебільшого виготовлені з вуглецю.
5. Екструзійна матриця
Тип прес-форми, що використовується для виробництва пластикових виробів безперервної форми, також відомий як екструзійна формувальна головка, широко застосовується для обробки труб, прутків, монофіламентів, пластин, плівок, облицювання дроту та кабелю, профільованих матеріалів тощо.
Відповідним виробничим обладнанням є екструдер для пластику. Принцип полягає в тому, що твердий пластик плавиться та пластифікується під дією нагрівання та обертання шнека екструдера, а потім за допомогою матриці певної форми виготовляється з поперечного перерізу, що відповідає формі матриці. Безперервні пластикові вироби. Матеріалами для виготовлення переважно є вуглецева конструкційна сталь, інструменти з сплавів тощо, а деякі екструзійні матриці також інкрустовані зносостійкими матеріалами, такими як алмаз, на деталях, які потребують зносостійкості.
Процес екструзії зазвичай підходить лише для виробництва термопластичних виробів, які за структурою суттєво відрізняються від ливарних форм та прес-форм.
6. Пухирна пліснява
Форма, яка використовує пластикові пластини та листи як сировину для формування деяких простих пластикових виробів. У разі розм'якшення вона деформується та прикріплюється до порожнини форми для отримання бажаного литого продукту, який в основному використовується у виробництві деяких предметів першої необхідності, харчових продуктів та упаковки іграшок.
Час публікації: 12 лютого 2022 р.